When it comes to blast freezing, it’s a sprint and marathon. The former involves how quickly baked foods need to drop down to desired temperatures. The latter comes from how hard bakeries run their systems between sanitation and maintenance.
It’s the long and short of these two facets that create the fundamental challenges for frozen baked foods manufacturers. Primarily, they must ensure that each component of the operation provides maximum uptime resulting in the highest yield for the bottom line.
“Belts need to run longer shifts with faster cleaning cycles,” said David Bogle, global R.&D. director, spiral platform, Intralox. “The patented Intralox DirectDrive was created in anticipation of these issues. DirectDrive allows workers at baking plants to clean the freezers for hygienic reasons, not just to make the equipment work properly.”
Kenneth King, commercial support manager, Ashworth Bros., suggested that bakers seek to discover what indicators may limit the throughput in a process and then find the proper technology to solve potential issues.
“Let’s say a product will require icing on it or be very sticky,” he said. “Sugar systems require a lot of drag between the belts and support rails. If the tension is exceeding the belt’s limitation, we may say the PosiDrive Spiral is the best way to go.”
It’s not just the freezer but also other variables that determine how smoothly an operation runs, added Bryan Hobbs, Ashworth’s sales and service manager.
“Is the product going to need to be regimented where there might be multiple products running on the same line that you don’t want to comingle with one another?” he asked. “PosiDrive Spiral is excellent for orientation. It keeps product regimented in the spiral system so that there is not a problem down the line in packaging.”
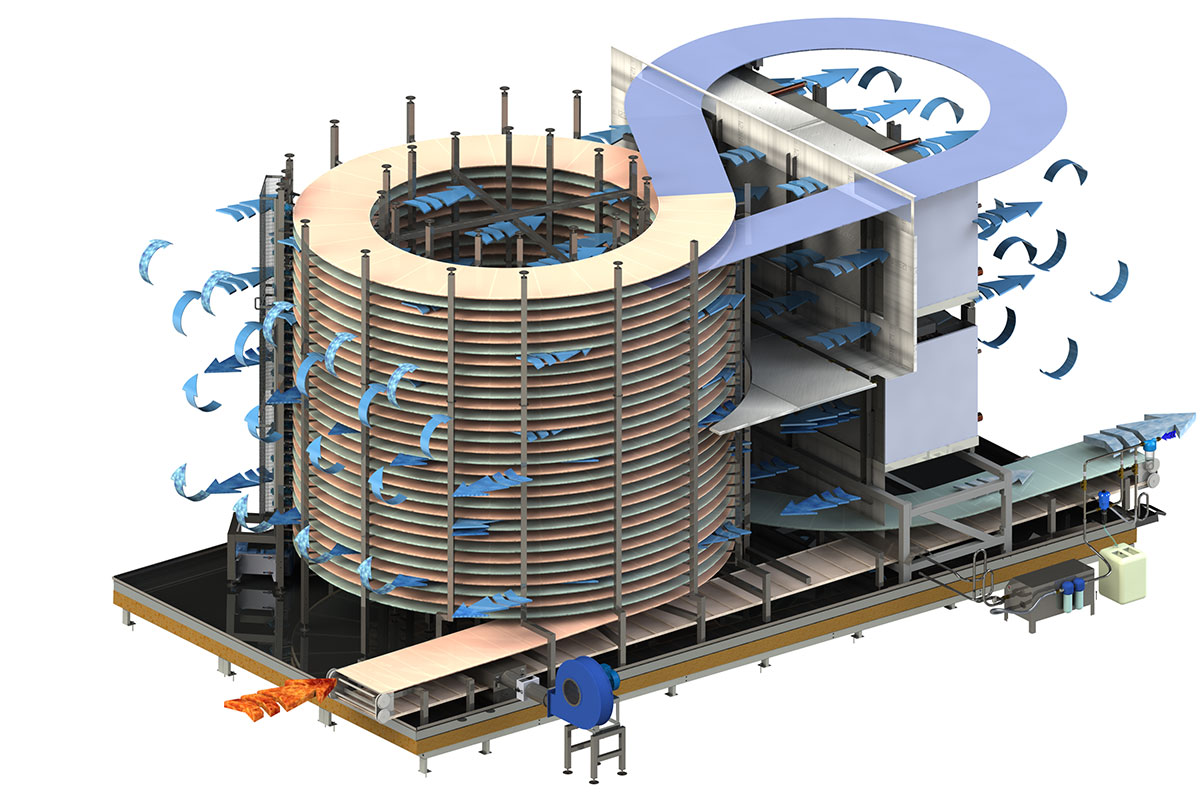
Besides belting considerations, bakers need to consider defrost cycles, and the adverse impact of the moist plant air infiltrating into the blast freezer. This moisture can be significant, causing snow and ice to quickly collect and eventually block the airflow through the refrigeration coils. When this occurs, the production line must stop to defrost the coils. The answer is a blast freezer engineered with a sequential defrost system, noted Peter White, president, IJ White Systems.
“This freezer coil design allows long continuous production without interrupting for defrosting,” he pointed out.
Even a small coating of ice may affect the ability to cool baked foods efficiently.
“Bakeries often want to run their blast freezers for a week or longer, this requires sequential defrosting, which allows for several coils to continue operating while one is defrosting,” said Scott Houtz, president of Air Management Technologies (AMT).
Freezing can be especially challenging with freshly baked products. Lars Soderman, sales director at Scanico, said bakers naturally focus on a freezing process that provides the lowest cost per pound.
“Generally, we would like to freeze the product as quickly as possible,” Mr. Soderman said. “However, too low of air temperature or high air velocity can cause the product surface to crack during the freezing process. As a result, freezing parameters such as air temperature and airflow need to be designed individually to ensure product quality.”
With freshly baked foods coming directly from the oven, the weight loss will be slightly higher, and the water content will be frozen as ice on the cold evaporator coil, which will affect the performance of the freezer over time.
“A warmer product will cause the overall freezing costs per pound to increase, so it could be advantageous to cool with ambient air prior to entering the freezer to reduce the load on the refrigeration unit and consequently lower the running cost,” Mr. Soderman said.
Alessandro Cunial, sales manager, Tecnopool, calculates freezer efficiency and potential capital investments in a slightly different way.
“The cost per unit ratio is an economical indication that should be taken into consideration initially,” he said.
While relying on that formula is critical, the overall decision on what freezer to select should include myriad contributing factors, such as whether to go with mechanical freezing or using various refrigerants such as carbon dioxide, he said.
“Freezing bread is not always a straightforward process since the wrong temperature or air flow can damage the product in a way that will be seen only by the final consumer,” Mr. Cunial said.
As part of the Middleby Bakery Group, Scanico has experience with the proofing and baking process, which allows it to build ambient spiral coolers and freezers to accompany overall line capacity in the facility’s desired footprint, he added.
“With focus on the lowest possible freezing costs per pound, we optimize air temperature and airflow to achieve the desired temperature of the frozen product,” Mr. Soderman noted.
Parameters that matter
Often bakers may underestimate — or not fully understand — how chilling or freezing dictates quality and consistency of the final product. Like with mixing, proofing or baking, freezing times and temperatures remain vitally important, said Scott Houtz. Freezing a par-baked loaf of artisan bread, for instance, requires a different approach than a dense cheesecake.
Fabio Conti, IPCO’s global product manager for food, pointed out the chemical composition of the ingredients will influence the processing time and the equipment sizing.
“Fatty-based products take more time to freeze compared to water-based products,” he said.
Product consistency may also directly impact the type of chiller.
“Liquid and pastry products cannot be processed on wire mesh belts, for instance,” he added.
When it comes to quality, Mr. Bogle pointed out that choosing the proper belt often has a significant impact.
“For instance, if you have a soft product and select a belt with large openings, the product may sink into the grid of the belt leaving excessive marking,” he observed. “If the product is rather firm, selecting a belt with too much support can hinder air flow and cooling rates.”

Bakers should consider multiple potential factors before installing a cooler, chiller or freezer.
“Having to change to a smaller opening belt just because a smaller product was added to the mix can be very expensive, so make sure to think long term when selecting belting for a cooler or freezer,” Mr. Bogle said.
Jonathan Lasecki, Ashworth’s chief engineer, requests a completed data form to facilitate the belt selection process.
“A process data sheet tells us about the product, the speed, the load, the temperature, and infeed and outfeed length, and includes a general system layout,” he said. “From this data, a belt is selected based on a tension calculation to estimate what a belt would experience during operation.”
Anticipating shifts in a product portfolio, however, is ultimately critical.
“If there is a dramatic change in weight, maybe from a small sub roll to a panned bread, we can suggest they go to a different belt type or an additional support rail,” Mr. Lasecki noted.
Failure’s not an option
From Mr. White’s perspective, system designs should incorporate materials and have superior hygienic construction. Integrated automatic cleaning systems that provide a focused product zone and belt washing are vital components in addressing the potential for bacteria, pathogens or allergens.
“A well-engineered, integrated cleaning system can dramatically reduce the time and lower the weekly cost of the sanitation phase of maintenance system,” he said.
Mr. Hobbs noted Ashworth’s Omni-Grid 360 Weld and Omni-Pro product lines offer high hygiene standards because of the 360-degree welding.
“It removes a lot of historical crevices seen with button welds on grid-style belts which harbor contaminants and bacteria,” he said.
Because many bakeries have blast freezers installed in plants without proper environmental humidity controls, condensation frequently occurs at the inlet and outlet. Mr. Houtz observed moisture dripping may create food safety issues while reducing a freezer’s effectiveness as the infiltrating moisture will greatly increase ice loading on the coils. Managing that infiltration through a conditioned vestibule may mitigate food safety risks while providing benefits of reduced defrost and reduce energy usage.

Michael Anderson, AMT’s sales manager, recommended care when using corrosive cleaners to ensure the long life of the freezer, especially those made with galvanized steel or copper.
“You need to make sure that you install equipment and materials that meet or exceed the life expectancy of the freezer, including product, throughputs, operation scheduling and sanitation practices in consideration,” he said
Mr. Cunial observed that overall freezer design also plays an interrelated role in selecting a system.
“More attention is now given to the chemicals to be used and to the automation level of the cleaning process to achieve a more regular cleaning level without depending on manual operators,” he said.
Mr. Hobbs suggested continuously checking the freezer to gauge how it is performing. Ashworth developed a system called “SmartSpiral,” which is a series of sensors that monitors spirals from a mechanical perspective to alert bakers of issues before they become problems.
“In a freezer, oftentimes it’s not a pleasant environment where people want to spend time, but the SmartSpiral system can handle the extreme conditions to alert you as to what may be happening behind the closed doors,” he said.
“Many times, you’re not in there to see what is going on, and you might not have the same level of observation that you would have on another piece of equipment on the production floor,” he added.
Mr. King noted that the SmartSpiral system also offers real-time data on what is happening in multiple freezers in various geographic areas at the same time.
“It provides a good monitoring station on what’s happening at each operation,” he said.
Tomorrow, tomorrow
Designing a cooler or freezer for expansion — or installing another one for future needs — should always be built into the initial capital investment budget.
“Rarely do bakers look back and say, ‘I bought too much freezer space,’” Mr. Hobbs said. “It’s usually quite the opposite.”
Keep in mind that the full costs of running a freezer are often far greater than the initial investment. Other ongoing expenses include electricity and service.
“Customers often focus on initial costs; however, lifecycle costs can make the cheaper option much more expensive over a 10-year period,” Mr. Soderman said.
As a result, calculating the ultimate price of a freezer often requires collaboration with all parties from the start.
“The (baker) needs to be engaged in a three-way conversation to include the freezer manufacturer and the belt supplier,” Mr. Bogle said. “These three groups should all work as a system, so setting clear goals in all areas will allow everyone to deliver the ideal solution that will perform for many years at a high level.”
Don’t underestimate the availability of spare parts.
“Always consider Murphy’s Law,” Mr. Soderman said. “Things will go wrong, and you need to trust that your supplier is quickly on site with correct parts to minimize your downtime.”
And remember, it never hurts to have an extra pair of eyes to watch what is going on behind closed doors.
The Global Cold Chain Alliance (GCCA) defines the cold chain as managing the temperature of perishable products to maintain quality and safety from the point of origin through the distribution chain to the final consumer. In addition to safety, keeping perishables at the correct temperatures can result in textural degradation or discoloring.Each sector of the chain, from mixing and baking to the point of sale, shares responsibility. Beyond refrigeration, retort and high-pressure processing remain leading forms of food-preservation to extend the shelf life of perishable foods. Microwave-assisted thermal sterilization (MATS) is a newer food processing technology that uses a combination of pressurized hot water and microwave technology to eliminate pathogens. MATS allows storage of packaged food at room temperature for up to a year.
At ProFood Tech, which will be held March 26 to 28 in Chicago, the GCCA Pavilion will house the latest trends and technologies in cold chain. To register, visit www.profoodtech.com.




